很多工厂上了 MES 却没用好,本质原因是“流程没画清楚”。当你把工单、设备、人员、物料都放进一张生产流程图里,现场执行和管理决策都会轻松许多。
真实场景:计划排不稳、现场看不清
以典型离散制造车间为例,生产管理常见的痛点包括:
- 计划频繁插单:销售插单、紧急试制,原有排产不断被打乱。
- 在制品状态不明:半成品到底在哪个工序、哪个工位,往往靠电话群/纸质记录追问。
- 质量问题难追溯:出问题时很难追到哪一批物料、哪一班次、哪台设备。
这时,一张围绕 MES 搭建的车间生产流程图,就既是“现场执行说明书”,也是“管理层的生产雷达图”。
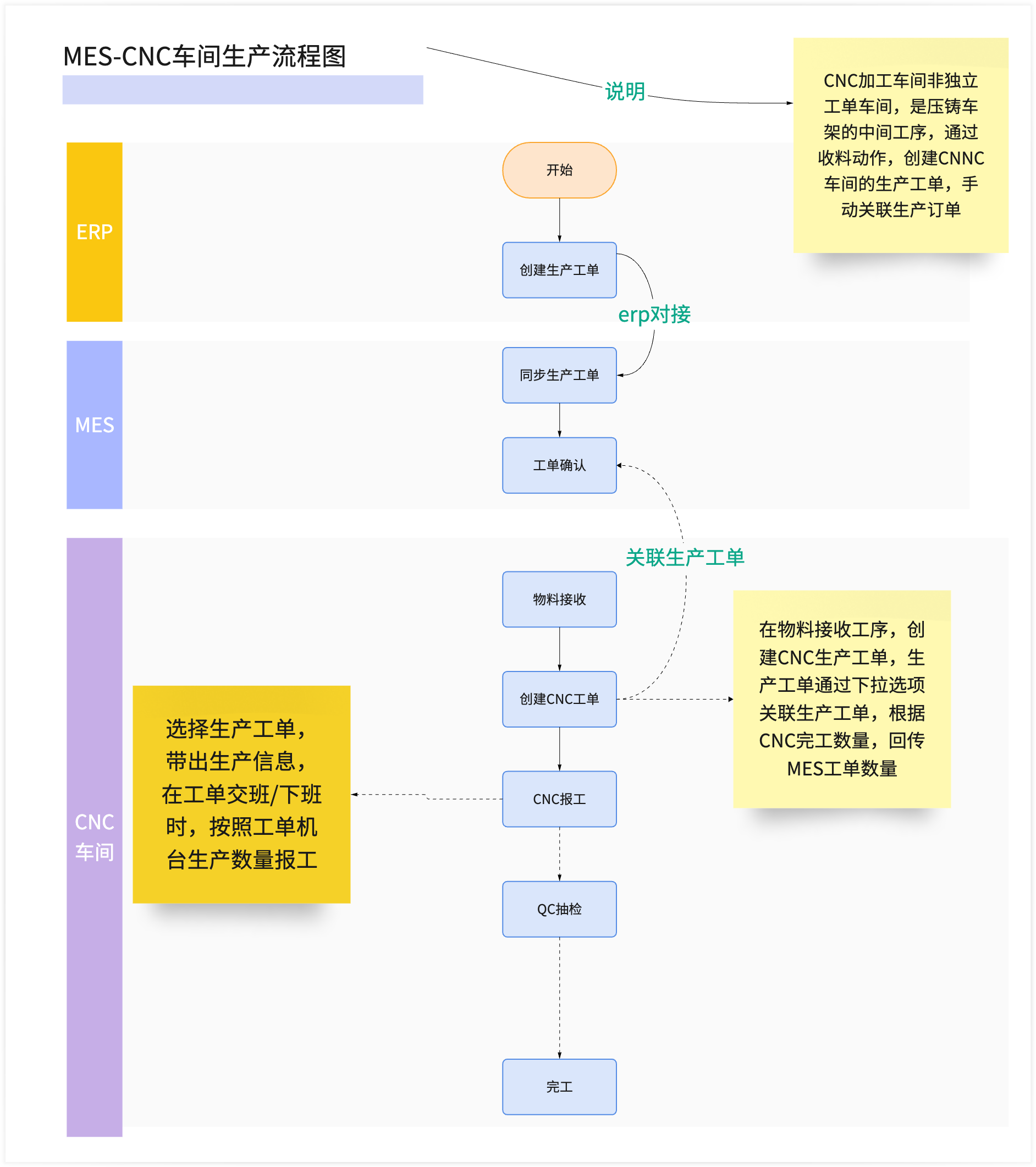
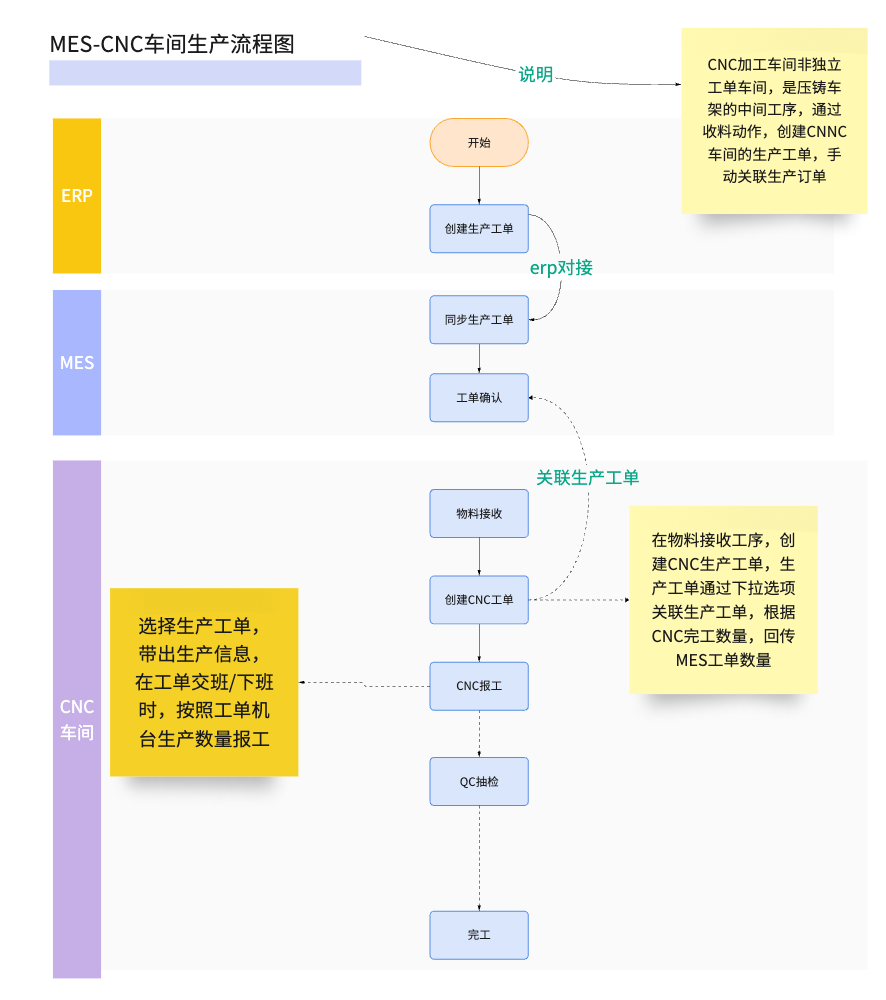
一张 MES 车间生产流程图的骨架
在英飞思想家里,你可以用一张图把生产流程拆成三大模块:
- 计划层:工单导入、产能校验、排产与班组分配。
- 执行层:领料、开工报工、过程检验、异常上报。
- 结算层:完工报工、终检、入库、数据回流到 ERP/BI。
可以结合模板中心的《进销存线上流程》《项目管理流程》《工作流程图》等模板,先搭好共性的结构,再根据行业特性(电子/机械/食品等)微调。
阶段一:工单下达与排产
这一阶段决定了后续生产是否“稳、顺、少救火”。流程图中建议包含这些节点:
- 工单导入:从 ERP 或 Excel 导入生产工单,携带物料清单、交期、优先级等信息。
- 产能平衡:按产线/设备/班次评估产能,标记瓶颈工序,必要时做均衡排产。
- 排产下达:将工单拆解到具体班组和工位,形成“生产任务列表”。
英飞思想家的 AI 助手可以根据历史工单数据生成“推荐排产顺序”,你只需在流程图中确认或微调关键节点即可。
阶段二:领料、生产与在制品追踪
这一阶段是现场执行的核心,流程图需要做到“人、料、机、法、环”一目了然:
- 领料与退料:用流程节点连接仓库与工位,标明领料/补料/退料路径,减少错领缺料。
- 工序执行:每道关键工序一个节点,附上作业指导书、工艺参数和安全注意事项。
- 在制品追踪:通过条码/二维码扫描,将“批次+工位+时间+人员”信息打到流程图对应节点上。
可以在英飞思想家中,将 MES 系统的在制品看板链接到流程图节点,点击即可查看当前批次的实时状态。
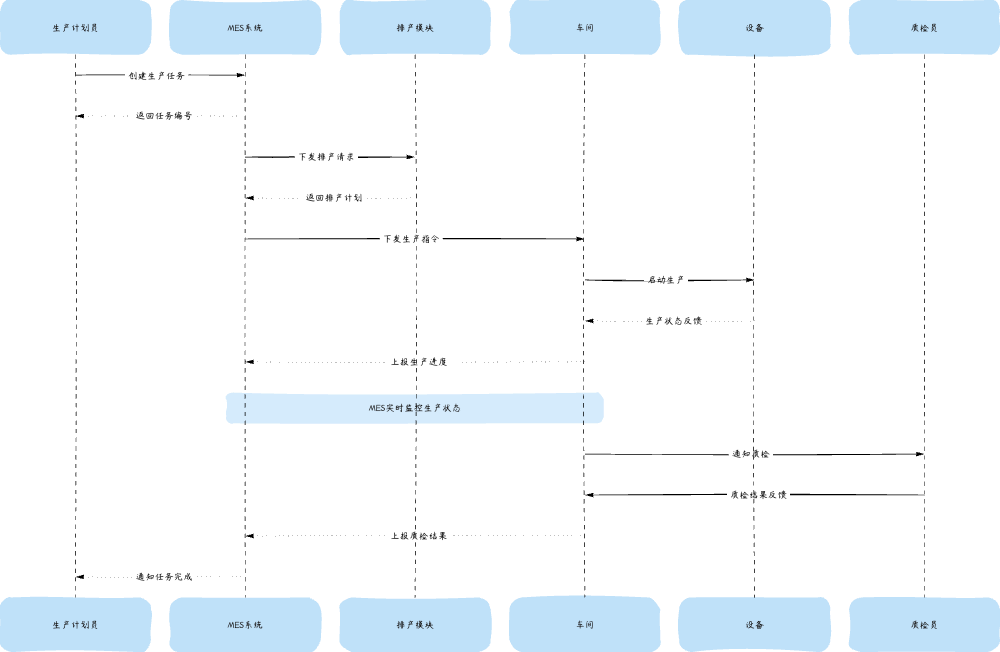
阶段三:质检、入库与数据回流
生产流程的“闭环”,在于质量把关和数据沉淀。流程图中可以这样设计:
- 过程检验与终检:区分首检、巡检、终检,将不合格品直接分支到《不合格品处理流程》。
- 成品入库:确认合格后入库,记录库位、批次、保质期等信息,打通到 WMS/ERP。
- 数据回流与分析:将工时、良率、停机时间等指标回流到报表或 BI 看板,用于后续改善。
可以在流程图尾部挂接《不合格品处理流程》《PDCA 循环》模板,将每一次异常都变成下一轮改善的输入。
用 AI+模板搭好数字化生产指挥系统
如果你想把 MES 流程图系统性落地,可以参考下面这套方法:
- 先搭“母流程”:选择《进销存线上流程》《项目管理流程》等模板,画出从接单到出货的大流程。
- 再拆“车间子流程”:为关键产线(如 CNC 车间、装配线)分别建立子流程,细化到工序级。
- 用 AI 补工艺细节:将现有 SOP、作业指导书上传,让 AI 将关键注意事项写进节点说明。
- 关联系统与看板:在节点上挂接 MES、WMS、ANDON 看板的链接,让流程图成为“入口地图”。
- 循环改进:结合《PDCA 循环》《不合格品处理流程》,定期复盘关键指标并更新流程图。
FAQ
Q1:不同产品工艺差异大,需要画多套流程吗?
建议先画“通用基础流程”,再针对差异较大的产品族维护少量“工艺特定子流程”,避免流程数量爆炸。
Q2:现场员工会不会不愿意看流程图?
可以从班组长和工段长开始推广,在早会或班前会利用流程图讲解当日重点与注意事项,让大家感受到它的“实用性”。
Q3:如何把流程图和绩效挂钩?
可以在关键节点旁边标注 OEE、良率、准时交付率等指标,将绩效考核与流程执行质量绑定。
Q4:MES 已经上线,还需要流程图吗?
需要。系统记录的是“结果”和“数据”,流程图补上的是“路径”和“责任”,两者结合才能真正做到可视化管理与持续优化。